Canon Industrial Imaging Solutions
Canon Quality for Industrial, Machine Vision & Scientific Applications redefines what’s possible in image capture. With our advanced CMOS sensor technology, Canon offers OEMs and end users expanded possibilities—from uniquely large pixel sizes to exceptionally high pixel counts in a compact design. Our state-of-the-art sensors power innovative industrial cameras and imaging solutions that push the boundaries of clarity, sensitivity, and performance.
Why Choose Canon Industrial Imaging Solutions-
Innovation is within your reach with Canon. Our advanced CMOS sensors and industrial cameras enable you to capture the finest details in even the most challenging environments. Whether you’re developing a new machine vision system, upgrading your quality control processes, or pursuing advanced scientific research, Canon’s high-performance imaging products deliver the precision, reliability, and breakthrough innovation...
Read More- Canon CMOS Sensors
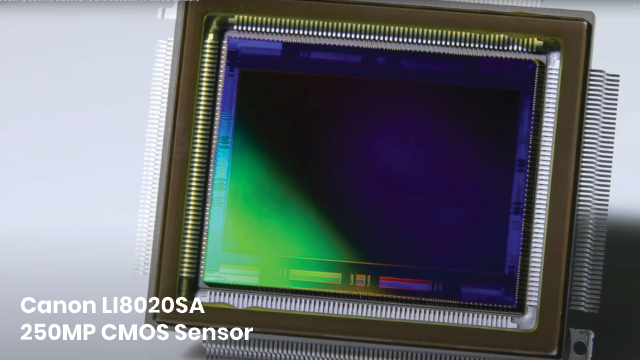
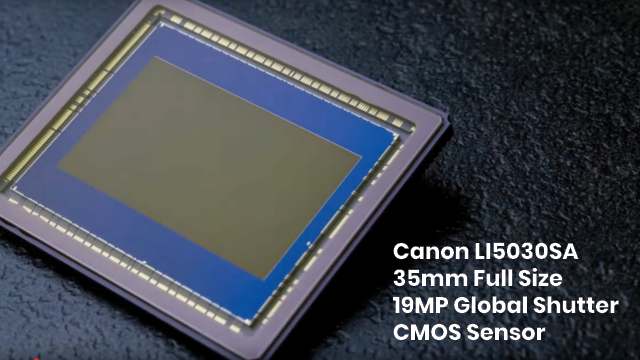
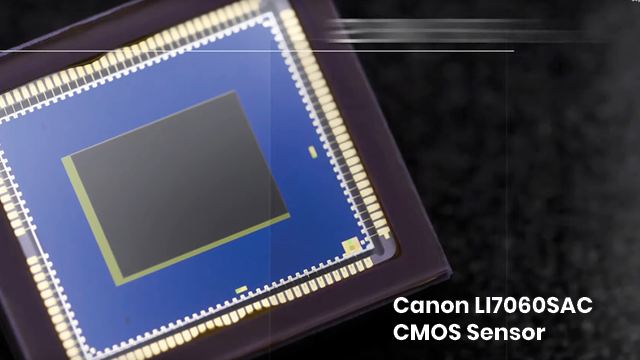
At the core of our technology, Canon CMOS sensors represent decades of innovation. With proprietary pixel-level advancements, these sensors offer industry leading resolution, dynamic range, and sensitivity. Exclusively manufactured for Canon since 2000, our sensors are designed to meet the rigorous demands of industrial, machine vision, medical, and scientific applications. - Canon Industrial Cameras
Our flagship industrial camera models, including the Canon ML-100 and ML-105, deliver ultra-high sensitivity and reliable imaging performance. Engineered for both academic and industrial applications, these cameras are ideal for precision quality control, automated inspection, and scientific research.